


Общи технологии
GB / T19228.2-2011
Общи технически изисквания за тръба от неръждаема стомана
GB / T19228-2011 се основава на GB / T12771-2008, така че следните технически изисквания се отнасят и за други тръби от неръждаема стомана с общо предназначение.
Ⅰ. Размер и толерантност
Закръгленост: допустимо отклонение на външния диаметър C е ± 0,5% D, DN150-300, 0,75% D под DN150;
Дебелина: Допустимо отклонение: ± 10% S;
Дължина: 3000-9000 мм, също може да се персонализира според изискванията, допустимо отклонение: 0 ~ +20 мм;
Степен на огъване: 2 mm / M;
Наклон: Наклонът на отвора на стоманената тръба трябва да отговаря на изискванията в следващата таблица.
Ⅱ. Методът за изчисляване на теглото
Тръбата от неръждаема стомана обикновено се доставя според теоретичното тегло и може да бъде доставена според действителното тегло след договаряне. Когато се доставя според теоретичното тегло, теоретичното тегло се изчислява по формула (I)
| Уплътнение от неръждаема стомана и теоретична формула за тегло | |||||
| Не. | Нов клас | Стария клас | Плътност | Преобразувана формула | |
| 1 | 06Cr19Ni10 | 0Cr18Ni9 | 7.93 | W = 0,024 91S (DS) | |
| 2 | 022Cr19Ni10 | 00Cr19Ni10 | 7,90 | W = 0,024 82S (DS) | |
| 3 | 06Cr17Ni12Mo2 | 0Cr17Ni12Mo2 | 8.00 | W = 0,025 13S (DS) | |
| 4 | 022Cr17Ni12Mo2 | 00Cr17Ni14Mo2 | 8.00 | W = 0,025 13S (DS) | |
| 5 | 019Cr19Mo2NbTi | 00Cr18Mo2 | 7,77 | W = 0,024 35S (DS) | |
| Наклон на тръбен отвор от неръждаема стомана | |
| Външен диаметър на тръбата | 切 斜 ≤ Наклон≤ |
| ≤20 | 1.5 |
| > 20-50 | 2.0 |
| -10 50-108 | 3.0 |
w = π ‰ S (DS) ρ ………………. (1)
Забележка:
W - теоретичното тегло на стоманената тръба в килограми на метър (kg / m);
Π = 3,1416;
S - номиналната дебелина на стената на стоманената тръба, в милиметри (mm);
D - Номиналният външен диаметър на стоманената тръба, в милиметри (mm):
P - Плътност на неръждаема стомана в kg / dm3, моля, проверете следната таблица за плътност на всеки клас.
| Технически изисквания | |||
| Класът на материала и приложимите условия на стоманената тръба трябва да отговарят на следните изисквания | |||
| Не. | Нов клас | Стария клас | Приложими условия |
| 1 | 06Cr19Ni10 | 0Cr18Ni9 | |
| 2 | 022Cr19Ni10 | 00Cr19Ni10 | Пиене на пречистена вода, ежедневна питейна вода, въздух, медицински газ, студена вода, топла вода и др. |
| Пиене на пречистена вода, студена вода, топла вода и др. | |||
| 3 | 06Cr17Ni12Mo2 | 0Cr17Ni12Mo2 | |
| 4 | 022Cr17Ni12Mo2 | 00Cr17Ni14Mo2 | Приложения, изискващи по-висока устойчивост на корозия от 06Crl9NilO |
| 5 | 019Cr19Mo2NbTi | 00Cr18Mo2 | Приложения, изискващи по-висока устойчивост на корозия от 06Cr17Ni12Mo2 |
Приложима среда с по-високи кислородни йони в средата
| Клас и химичен състав на тръби от неръждаема стомана (анализ на топене) | ||
| Не. | Унифициран цифров код | Химичен състав (масова част) /% |
| Механичните свойства на стоманената тръба трябва да отговарят на изискванията в следващата таблица。 |
Посочена непропорционална сила на удължаване
Якост на опън Rm / Mpa
Удължение след счупване A /%
Статус на топлинна обработка
Състояние без топлинна обработка
Витрина на продукти
Калъф за продукт
Описание
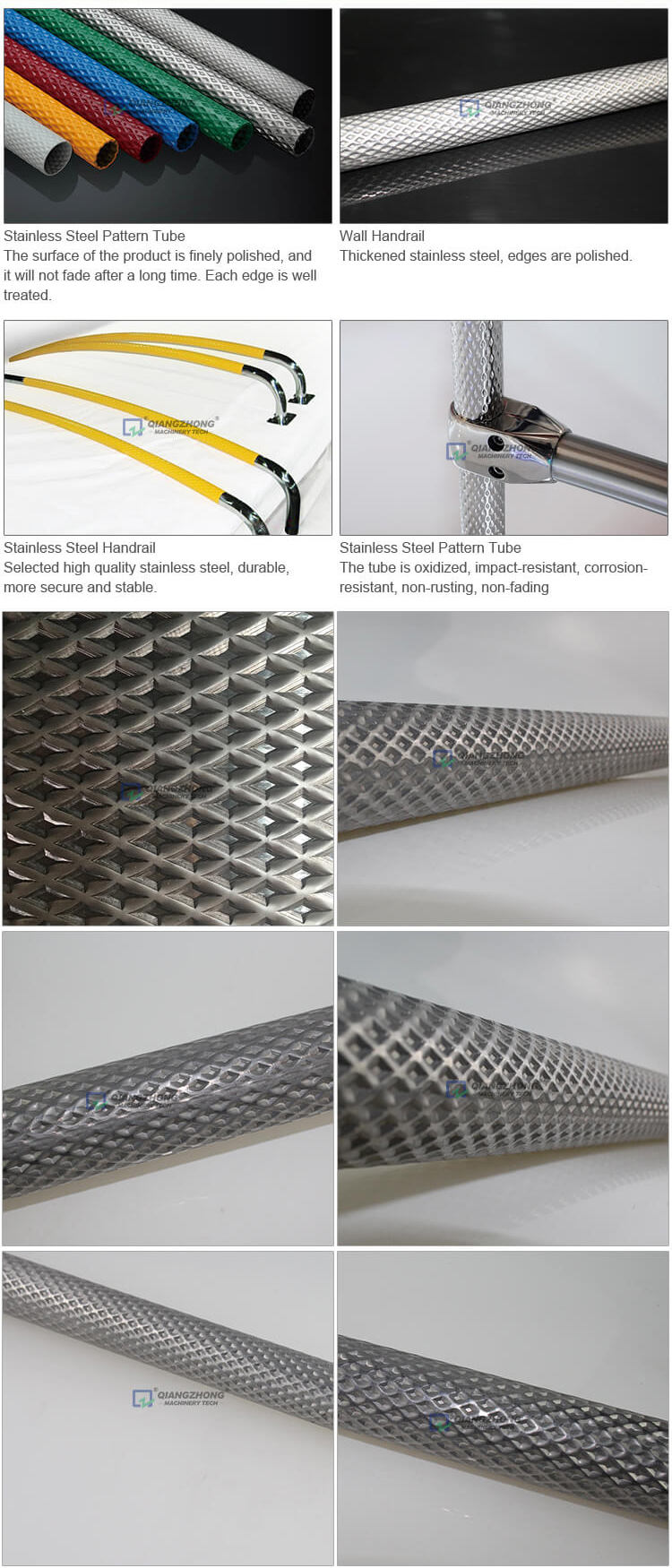
Моделна тръба от неръждаема стомана
- Тръбата е предимно заварена тръба или шарка, обикновено използвана като парапети или декорация, чийто материал обикновено е 304 неръждаема стомана или по-добра. Неговият производствен процес е, че първо пресоване на модел тръба от стоманена лента, а след това цялостно формоване заваряване, и накрая ецване и полиране.
- Обикновено това е диамантен модел или кръгъл модел, приемащ релефна стоманена лента и заваряване на стоманена намотка.
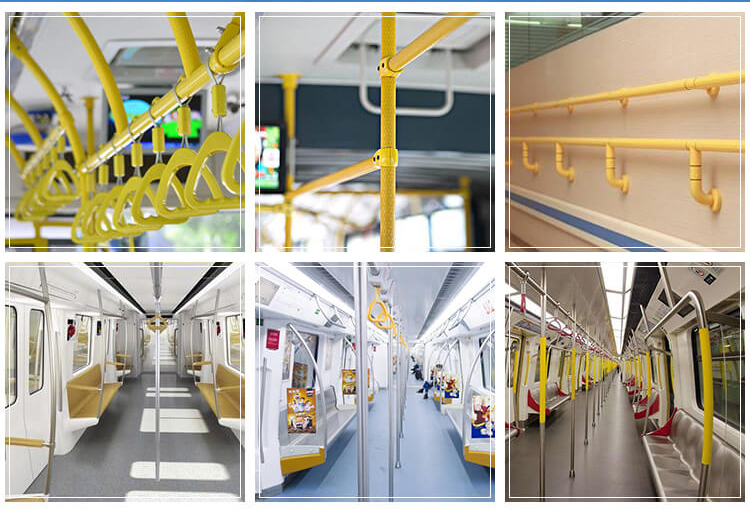
Диаметърът му обикновено е 22 мм-48 мм, основно приложение: декорация на дома, перила за барикадни стълби, дръжки за тръби, парапети за автомобили и др.
| φ25 x 1,5φ32 x 1,5 | Кола, автобус |
| φ30 x 2.0 | Япония |
| φ32 x 2φ32 x 2.5 | Китай |
| φ35 x1,5φ35 x 2.0 φ35 x 2.5 φ35 x 3.0 |
Хонконг, Южна Корея |
| φ38 x 2.0φ38 x 2.5 φ38 x 3.0 |
ЕС |
Тръба от парапет от неръждаема стомана, Тръба за перила за стена, Тръба за парапет за инвалиди
Този продукт има нова структура и водеща технология. Според характеристиките на парапета, органичната комбинация от отливката и тръбата гарантира, че перилото има висока якост и гладки повърхностни линии. Процесът на снаждане на парапета решава проблема, че някои ъгли след заваряване на парапети не могат да бъдат обработени на повърхността. Според техническите изисквания, повърхността на парапета може да бъде обработена с четка, пясъкоструене, нарязване, боядисване със спрей и формоване със спрей. Впоследствие повърхността се обработва в специален процес срещу замърсяване, което я прави красива, без мазнини и лесна за почистване. Специалният процес на заваряване за изработване на перилата се наблюдава от гледна точка на експлоатацията, оборудването и технологичните параметри, за да се гарантира качеството на заваряване.
| φ25 x 1,5φ32 x 1,5 | Кола, автобус |
| φ30 x 1.2 | Япония |
| φ32 x 2φ32 x 2.5 | Китай |
| φ35 x 2.0φ35 x 2.5 φ35 x 3.0 |
Хонконг, Южна Корея |
| φ38 x 2.0φ38 x 2.5 φ38 x 3.0 |
ЕС |





